|
First of all, I apologize for the delay in this post! Exhaustion and the second leg of my trip got the better of me, followed by catching up on work upon my return. But I didn’t want everyone to miss out on my last two days. Next, I apologize for the technicality and numbers of this post! I learned SO MUCH from this day and wanted to record it all for U.S. producers who may be interested in how the U.K. wool marketing is done. We don’t have anything like this in the states, so I was fascinated by how organized and successful this system seems. Feel free to scroll through the photos if you’re not into the technicalities of wool marking!  Today we headed south to the city of Bradford to visit the British Wool Marketing Board. This cooperative handles 90% of the wool in the UK through a series of depots throughout the country, but only makes up for 2% of the global market. The main depot and the Wool Board headquarters are located in Bradford. When we walked into the headquarters, there were beautiful wool products everywhere; a display with a wool suit, an amazing chair upholstered with knit wool fabric. We headed into a conference room to hear a presentation about the Wool Board, its history and its purpose. 
The British Wool Marketing Board is a farm cooperative that was established in 1950 with the goal of getting the best price for the farmer. The United Kingdom was divided into nine regions, each with their own board member. When the cooperative was formed, there were 130,000 farmers and 100 merchants as members. Now there are 45,000 sheep farmers with an average of 350 sheep per farm. This cooperative is actually the last remaining commodity board in the UK. The cooperative is funded by charging a small service fee and a fixed price system ended in 1992. There are 60 breeds of sheep in the UK plus crosses, so a centralized structures helps find markets to deal with the diversity. Currently, the board is marketing 29 mkg of wool annually. This is down from 15 years ago due a historical outbreak of food and mouth disease and the industry has been slow to recover. In addition to the marketing aspect, the wool board provides shearing training (can I attend??), wool sheets for produces to ship in, and grading. The farmer gets paid based on the grade. Blueface Leicester has the highest value (£4.20/kg) and Herdwich has the lowest value (25 pence/kg). Lincoln Longwool falls in the middle around £1.00/kg. The grading system includes:
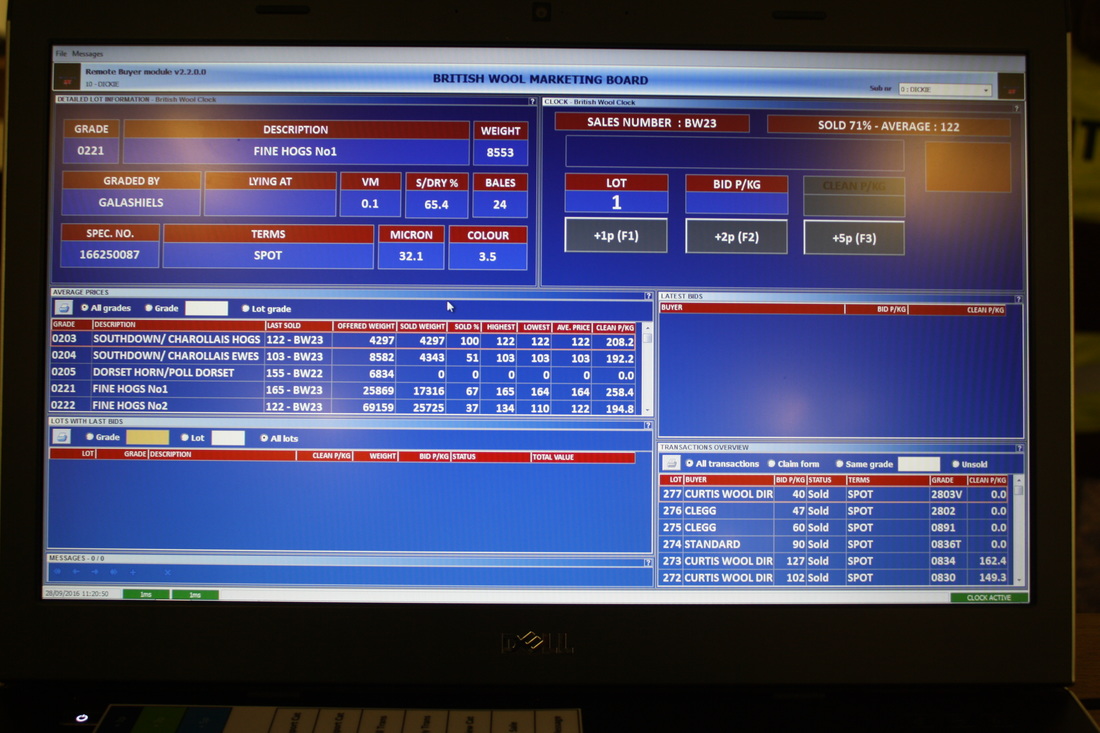
Depot Network A network of 11 deports supported by 14 intermediate depots throughout the UK handle 30,000,000 kg of wool per year! The Bradford depot we visited is fed by 5 intermediate depots. Warehousing The wool comes in as sheet, then is graded and the value determined. This is where the traceability for a specific farm ends because each individual fleece is separated by grade. After grading, the wool is baled into ~350-400 kg bales and sold once they have a large enough lot (around 10 tons). Testing Each individual bale of wool is tested to the International Wool Textile Organization standards for yield, micron, color and vegetative matter amount. All this information is provided to buyers. At the time of purchasing, the buyers cannot see or feel the wool, so they rely on accurate test results and the catalogue listing. Auction All wool is sold through the auction process. The marketing board uses a fully electronic system to sell the wool. There used to be three auctioneers that sold all the wool through a traditional auction method, but they went fully electronic in 2003. There are 18 auctions held per year and all buyers must be in the room in Bradford in order to bid. A reserve is put on every lot of wool to help get fair prices. The catalogue states all the information from testing, as well as the location of the wool, as it may be in any of the depots. The buyer is responsible for picking up the wool they purchase within a specific amount of time. The auctions held throughout the year help to provide a steady supply and keep prices fairly consistent throughout the year as well. We had the opportunity to visit the auction room and participate in a mock auction. I found it incredibly confusing and hard to follow! The auction moves incredibly quick. Steve, who is in charge of the auction process, said they have gotten the speed of selling down to 2.3 seconds per lot and they are able to sell 100 lots/hour!
Quality Control The wool marketing board prides themselves on quality control. Because every individual fleece is graded and every bale is tested, buyers can be certain they are receiving the product they are expecting. Marketing The board is very active in the marketing of wool in the UK and beyond. They have many programs that encourage the use of British wool, including an award for college design student for design of wool textiles. They attend carpet trade shows (I didn’t know that even existed!), and have even developed a licensee scheme for manufacturers and retailers to use the British wool logo if they use a given amount of wool in their product. For most products, the logo can be used if there is 50% wool in the product, but carpets have to be 80% wool. There is also a new platinum logo that is a creditation for 100% British wool. For this, the process is inspected at the scouring plant, and then follows the processing chain for certification. Lastly, in recent years, they have been doing a lot of marketing in conjunction with Campaign for Wool. Started in 2010 by the Prince of Wales, this campaign has grown to 15 countries around the world and is geared toward the consumer. I’ve decided to do a blog post on this soon, as I think it is an amazing project! Following a presentation on the board and their duties, we headed out into the warehouse of North of England Wools, which is one of the 11 depots throughout the U.K. This depot in Bradford handles 6 million kg of wool per year and is one of the larger depots. They employ 43 people and handle an average of 115,000 kg/week.
 The first step after wool enters the depot is grading. The day we visited, they had 5 grading tables working. The graders go through nearly 5 years of an apprenticeship before they are certified as a wool grader. There are over 100 different grades of wool they need to know and only spend around 10 seconds looking at each fleece! The grading process is incredibly important because the U.K. does not have the consistence of fleece type and quality that other markets have (for example New Zealand and Australia). The grading system is revised annually to meet the needs of growers. After grading, the wool is baled and then stored until sold in the warehouse. The amount of wool in there is fascinating!
 View of the grading area of the warehouse, the first step when the wool enters. You can see the big "sheets" filled with ~40 fleeces each, waiting to be graded.  Standing next to a cart of graded fleeces- I can't remember which breed they were from  Our whole group with some of the British Wool staff in front of many bales of wool Following the tour of the warehouse, we headed inside for lunch, then down the road to Haworth Scouring Company. For those of you who many not be familiar with wool processing, scouring is the first step and is essentially a fancy name for the washing of the wool.  This company separates out blends based on their customer’s demand, but 70% of the wool that goes through their plant is British. The first step is huge rotors that churn and blend the wool. Every step along the way has metal detectors to prevent anything from hurting the machines. The blended wool then heads up a conveyer to the next building for the washing process.  Step one: Blend the wool to the customer's specifications The plant is incredibly high tech! The wool is weighed and monitored throughout the process to help control the chemicals and drying. The machines automatically adjust the amount of detergent based on the wool, and the driers adjust time and temperature based on sensors sensing the moisture of the wool. There are also sensors that monitor the cleanliness of the water in each of the eight basins. Throughout the eight basins, rakes push the wool down and forward and it is squeezed before entering the next basin. This process uses a lot of water, so the water in the last four basins is recycled through a membrane filtration system. After washing, the wool is sucked into a drier with drums. Next, the wool is blown into another building where the wool is baled into 350 kg bales.  Step 2: Scouring! There are eight vats the wool goes through and two lines (one on the left and right). Only one line is running at a time.  Step 3: Dry the wool! This picture cannot capture the noise, the heat and scale of these machines! The customer can then decide whether or not they’d like the wool to be carded. They can send the washed wool elsewhere or have Haworth do the carding. The carding happens in several steps, each step cleaning the VM out of the wool more. The wool ends up in a very long “string” of roving, and then can be packed into “bumps” of various sizes, based on what the customer desires.   The whole process between organizing wool at the depots throughout the country, grading the wool, scouring, and marketing was completely fascinating! The day really made me wonder why we don't have a system like this in the U.S. In the U.K. market, there is a place for every wool. In the American market, longwools like the Lincoln are completely thrown by the wayside. While we do have issues like the large geography of the U.S., with a renewed interest in sustainable fibers, the wool industry has the potential to grow. Snapshots of the day:
1 Comment
|